



Pro Cylinder Head Stud Set
Maximum clamping force is critical when building a high-performance engine. The LC Pro Cylinder Head Stud Set is an essential upgrade for any Toyota R-series engine experiencing increased cylinder pressures from high-compression pistons, nitrous oxide, turbochargers, or supercharger applications.
Manufactured from premium 8740 chromoly steel, these high-strength studs are heat-treated and centerless ground to achieve a tensile strength rating exceeding 190,000 PSI. This provides far superior clamping load and clamping consistency compared to factory hardware, preventing head gasket failure under extreme thermal and mechanical stress.
Key Features & Technical Specifications
- High-Tensile Strength: Rated at 190,000+ PSI to eliminate fastener stretch and prevent cylinder head lifting.
- Premium Construction: Precision-machined from 8740 chromoly steel with rolled threads for maximum fatigue resistance.
- Complete Top-End Security: Includes a full set of (10) heavy-duty head studs, parallel-ground washers, and high-strength 12-point nuts.
- The Performance Standard: Highly recommended over stock torque-to-yield head bolts for any modified street, track, or off-road build.
Critical Installation Notes
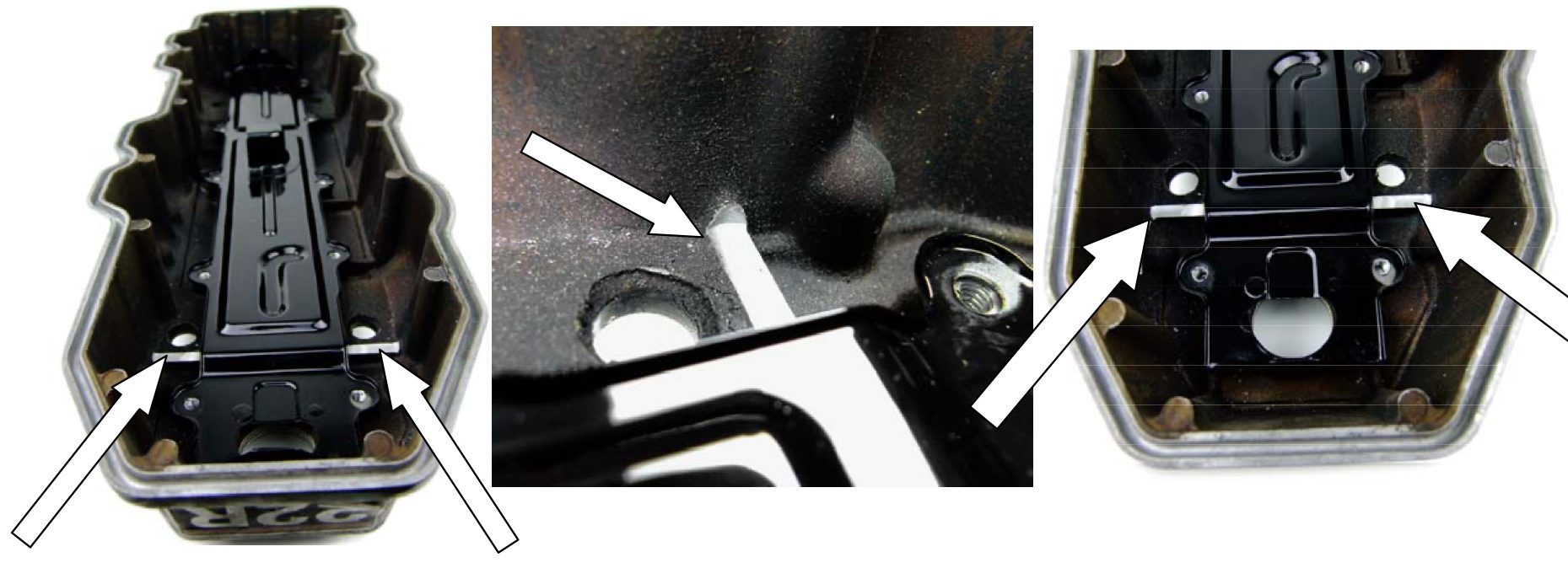
- Valve Cover Modification Required: Due to the height of the heavy-duty studs, the two front internal gussets on a stock Toyota factory valve cover must be clearanced/ground down slightly to allow proper room.
- Pre-Modified Upgrade Available: If you prefer a bolt-on solution without modifying your stock cover, check out our pre-clearanced LC Pro Valve Covers.
- Application Fitment: These fasteners are designed strictly to secure the cylinder head to the engine block. If you are looking for high-strength crankshaft main studs, please see Part number: 1013102.
| Note: Images are for illustration purposes only. Images may not represent the product listed. Please contact customer service with any questions or concerns: 1-928-505-2501. |
- 1975-1980 20R 2.2L Engines
- 1981-1995 22R 2.4L Engines
- 1983-1995 22RE 2.4L Engines
- 1985-1988 22RET 2.4L Engines
CLICK HERE to view or print the installation instructions (PDF)
Technical Installation & Assembly Notes
1. Surface Preparation & Thread Cleaning
- Deck flatness: Both the engine block and cylinder head decks must be perfectly flat and finished to the correct Ra smoothness specification for your chosen head gasket. Failing to ensure a proper surface finish will result in premature gasket failure.
- Thread Preparation: To guarantee proper thread engagement and highly accurate torque readings, thoroughly clean all block threads to remove any old sealer, lubricants, or debris. If necessary, chase the threads using an ARP Thread Chaser (PN 912-006 | M12 x 1.25).
2. Component Mockup & Clearances
- Pre-Assembly Mockup: We highly recommend performing a complete mockup of the engine and adjacent components prior to final assembly. This allows you to verify physical fitment and tool clearance around all fasteners.
- Valve Cover Clearance: Due to the height of high-strength head studs, you must check for interference above the front two studs and nuts. You can easily test this clearance by test-fitting your stock valve cover without a gasket.
- Gusset Trimming Solutions: If the cover contacts the hardware, you will need to trim or grind down the two front internal gussets. Alternatively, you can upgrade to an LC Pro Valve Cover, which comes pre-clearanced from the factory to clear this hardware configuration.
3. Machining & Cylinder Bore Geometry
- Torque Plate Honing: Exceeding standard factory clamping loads will naturally distort the cylinder bores. To counteract this structural distortion and ensure flawless bore geometry for maximum ring seal and engine longevity, the block should be torque plate honed.
- Honing Specifications: For accurate results, torque plate honing must be performed using the exact same fasteners, assembly lubricants, and torque values that will be applied during final engine assembly.
-Note: Outfitted LC Pro covers may also feature the necessary internal baffle modifications required to clear the LCE Dual-Row Timing Chain Conversion Kit.
Installation & Torque Procedure
1. Component Placement & Stud Installation
- Positioning: Align and place the cylinder head gasket and the cylinder head onto the engine block deck.
- Stud Installation: Thread and head studs into the engine block until they bottom out.
- Lubrication: Thoroughly coat the upper stud threads and the mating bottom surface of each 12-point nut with ARP Ultra-Torque Fastener Assembly Lubricant.
- Hand Tighten: Thread the lubricated nuts onto the studs and tighten them down finger-tight.
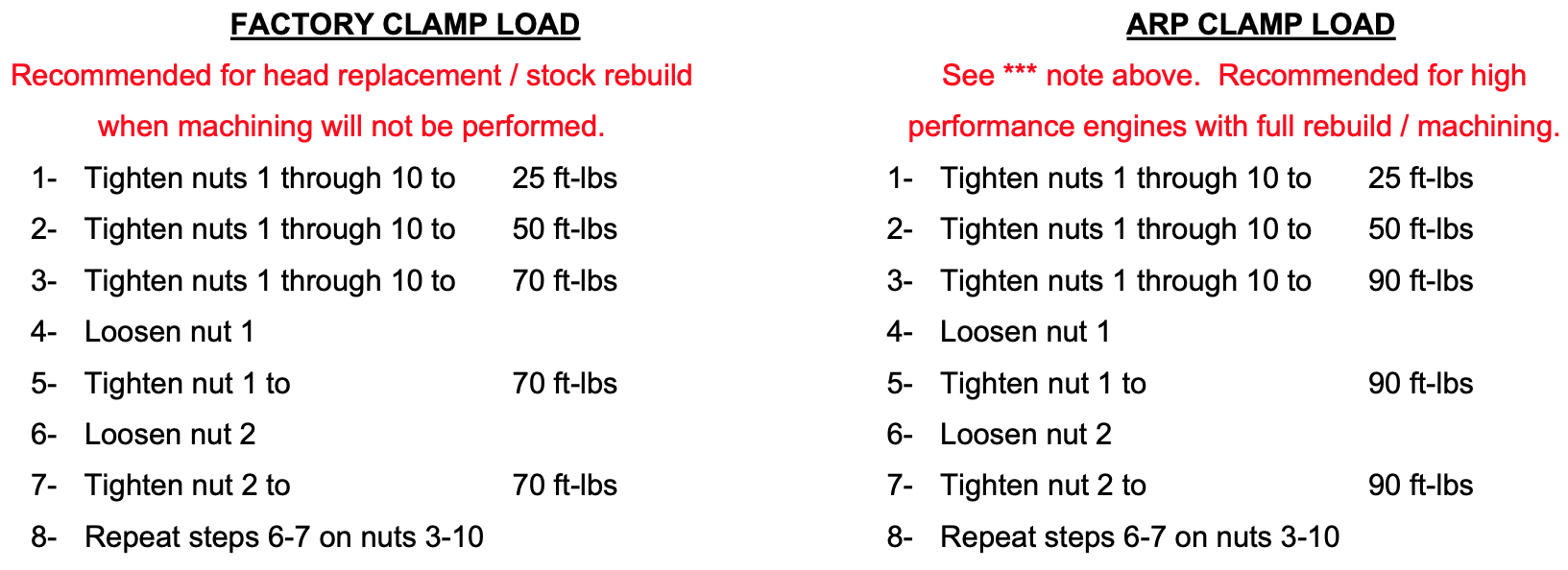
2. Final Torque Sentence
Following the manufacturer's recommended factory torque sequence pattern, select your desired clamp load specification (Factory or ARP) and torque the nuts using the incremental steps outlined below.
-Note: The internal hex broach at the top of each stud is strictly designed to assist with installing or removing the hardware-do not use it to apply final torque to the studs.
