


Pro Forged Piston Set (+0.040" / 93mm) | 8.5:1 Compression
Bring race-proven technology to your high-performance engine build. Built on over a decade of success with our legendary big-bore forged aluminum piston kits, these pistons are engineered to withstand the rigorous demands of high-RPM racing and extreme operating environments. Proven through years of testing, this premium forged set consistently delivers more horsepower and up to 15% more torque than factory piston sets.
Kit Includes
- Premium Forged Aluminum Pistons
- Lightweight Tool-Steel Chromoly Wrist Pins
- High-Strength Spiral Locks
- Professional-Grade LC Pro Ring Sets
Key Features & Specifications
- Power Optimization: Delivers up to 15% more torque and noticeable horsepower gains over factory pistons.
- Premium Forged Construction: Built from high-strength forged aluminum to endure extreme racing conditions.
- Complete Performance Kit: Includes pistons, lightweight Tool Steel Chromoly wrist pins, spiral locks, and LC Pro Ring Sets.
- Bore Size: +0.040" / 93mm
- Compression Ratio: 8.5:1
Custom Machining & Installation Notes
- Valve Clearance: Custom piston notching is available upon request to provide necessary valve clearance for high-lift, high-duration camshafts.
- Professional Installation: Due to the precise tolerances required for high-performance forged components, professional engine machining and assembly are highly recommended.
| Note: Images are for illustration purposes only. Images may not represent the product listed. Please contact customer service with any questions or concerns: 1-928-505-2501. |
- 1981-1984 22R 2.4L Engines (Boosted)
- 1983-1984 22RE 2.4L Engines (Boosted)
CP Forged Piston Set
Phase 1: Cylinder Honing Recommendations for CPN & CPN2 Ring Packs
When utilizing premium CPN and CPN2 piston rings, precise cylinder wall preparation is critical to ensure proper seating, minimal friction, and optimal oil retention.
Technical Specifications & Geometry
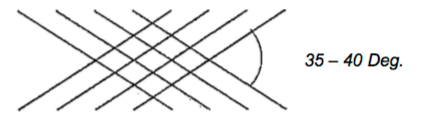
- Honing Process: Plateau Honing
- Cross-Hatch Angle: 35-40 degrees (relative to the horizontal plane)
Process & Methodology (Best for standard procedures)
Surface Conditioning: Honing is required to shear away the sharp microscopic peaks left by initial boring passes while maintaining the necessary valleys to hold vital lubrication.
Angle Control: Maintaining a strict 45-40 degree cross-hatch angle guarantees the perfect balance between oil distribution and drainage under extreme operating conditions.
Phase 2: Technical Abrasive Selection & Multi-Stage Finishing Parameters
Achieving the required surface roughness across varying cylinder compositions demands precise abrasive selection and a dedicated multi-stage finishing procedure.
Technical Specifications & Geometry
- Cast Iron & Nikasil Base Media (Conventional Abrasives): #220 to #280 Grit.
- Cast Iron & Nikasil Base Media (Diamond Abrasives): #325 to #550 Grit
- Plateau Finishing Media (Fine Conventional Abrasive): #400 to #600 Grit
- Alternative Finishing Tools: Flexible Brush / Nylon Bristle Plateau Tool
Execution Notes
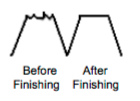
- Surface Conditioning: Initial sizing passes must utilize the specified base media grit ranges depending on stone composition. To reach final surface compliance, a secondary finishing stage is required using either fine conventional abrasives or a specialized nylon plateau brush. This distinct final sequence is mandatory to shear away jagged microscopic peaks and eliminate folded or torn material.
- Material Specificity: The outlined abrasive metrics are universally engineered to establish correct surface profiles on both standard gray cast iron engine blocks and specialized Nikasil cylinder walls.
Phase 3: Surface Roughness Compliance & Verification
Prior to final component wash and engine assembly, the machined cylinder wall texture must be verified using a profilometer to ensure it meets strict micro-surface parameters.
Technical Specifications & Geometry
- Target Roughness Depth (Rz): 59 to 138 μin (1.5 to 3.5 μm)
- Target Average Roughness (Ra): 15 to 35 μin (0.4 to 0.9 μm)
Execution Notes
- Equipment Verification: Machinists must directly consult and confirm with their honing equipment and abrasive manufacturer that the selected stone grits, pressures and stroke speeds are properly calibrated to produce these exact Rz and Ra target ranges.
- Quality Control: Meeting these explicit micro-inch metrics is mandatory to establish the precise surface profile required for optimal oil film retention and immediate ring seating.

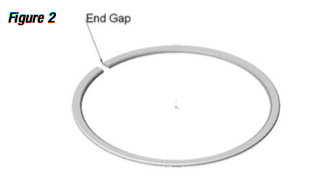
Phase 4: Piston Ring End Gap Verification & Calculation Parameters
Failure to check ring end gap can result in severe, catastrophic engine failure. The end gap metrics provided below serve as standardized guidelines; optimal clearances vary based on specific engine configurations, and final gap validation remains the full responsibility of the engine builder.
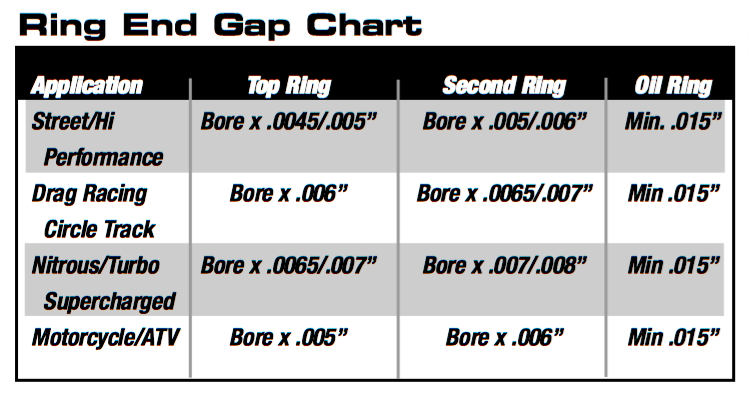
Technical Specifications & Geometry
- Standard Top Ring Calculation Factor (Street): Bore (Inches) x 0.0050
- Standard Metric-to-inch Conversion Constant: 25.40 mm = 1.000 in
- Technical Support Hotline: 949-567-9000
Execution Notes
- Application Variance: Elevated clearance levels are strictly required for forced induction setups, nitrous oxide systems, filled engine blocks, endurance racing, and other high-stress performance environments.
- Bore Conversion Process: Prior to executing any gap calculations, all metric cylinder bore dimensions must be converted to inches. Divide the millimeter measurement by 25.4 to establish the baseline inch decimal.
- Mathematical Formula Application: Multiply the converted inch bore size by the specified application factor in the proceeding reference table to calculate the target ring end gap.
Calculation Example (81mm Bore for Street Application):
- 81mm divided by 25.4 = 3.189 inches.
- 3.189 x 0.005 = 0.0016" target top ring end gap.
Phase 5: Piston Ring Installation & Measuring Procedures
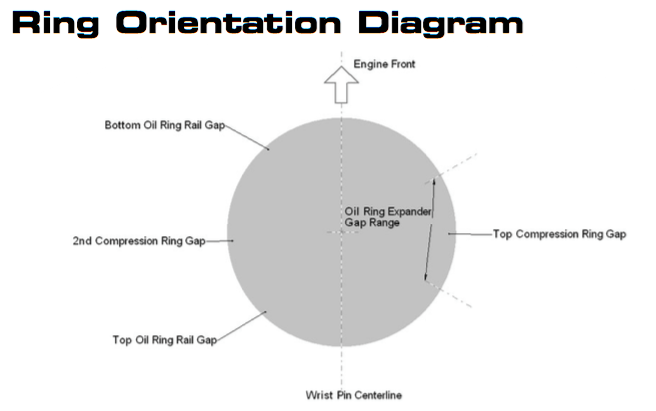
The following technical specifications serve as standardized guidelines for correct ring installation. Specific high-performance configurations may require alternative clearances; always consult the provided application charts and reference diagrams prior to final installation.
Technical Specifications & Geometry
- Measuring Tool Requirement: Precision Feeler Gauge (or calibrated equivalent)
- Alignment Requirement: Piston ring must be positioned below and perfectly square to the deck surface.
- Mandatory Action for Sub-Minimum Clearance: Precision file-fitting to achieve target dimensions.
- Block Stabilization Requirement: Torque plate must be installed and secured to factory torque specifications (if applicable to the engine configuration).
Phase 6: Ring Filing & Directional Orientation Procedures
To precent edge burs and ensure precise combustion sealing, all ring modifications and piston assemblies must adhere to strict directional parameters.
Technical Specifications & Geometry
- Tool Requirement: Dedicated Ring Gap Filing Tool Only
- Filing Direction: Inward (from outer face toward the center)
- Filing Geometry: Square relative to the ring sides
- Bore Variation Factor: Ring gap increases by 0.00314" for every 0.001" over intended cylinder bore size.
Technical Specifications & Geometry (Top Ring Placement)
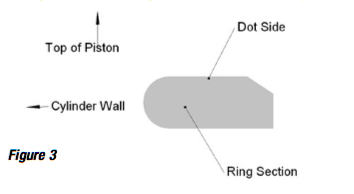
- Marked Rings (Dot or Writing): Install with the marked side facing UP toward the deck.
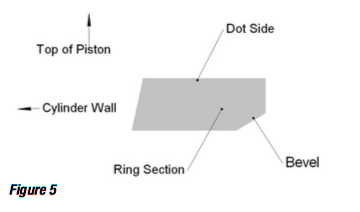
- Unmarked Rings with Inner Bevel: Install with the internal bevel facing UP toward the deck.
- Unmarked Rings without Bevel: Symmetrical design; may be installed facing either direction.
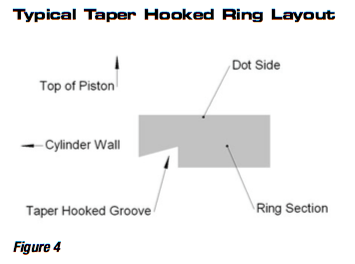
- Taper Hook Groove Style Rings: Install with the groove facing DOWN toward the crankcase.
Phase 7: Second Ring Directional Orientation Procedures
To guarantee secondary compression control and proper oil scraping efficiency, the second piston ring must be installed with exact radial and axial orientation.
Technical Specifications & Geometry (Second Ring Placement)
- Marked Rings (DOT or Writing): Install with the marked side facing UP toward the deck.
- Taper Hook Groove Style Rings: Install with the groove facing DOWN toward the crankcase (refer to Figure 4).
- Unmarked Rings with Inner Bevel: Install with the internal bevel facing DOWN toward the crankcase (refer to figure 5).
- Unmarked Rings without Bevel: Symmetrical design; may be installed facing either direction.
Phase 8: Oil Ring Assembly & Gap Clearance Specifications
To ensure proper cylinder wall lubrication control and prevent catastrophic oil ring overlap, the multi-piece oil control ring assembly must be measured and installed with precise minimal clearances.
Technical Specifications & Geometry (Installation Alignment)
- Rail End Gap Configuration: Gap ends must be completely free of overlap and sit perfectly flush within the cylinder bore.
Legal Disclaimer & Product Warranty Policy
Due to the extreme operating environments and high-stress nature of high-performance and racing applications, all CP Pistons/Pankl products and services are sold strictly "As is" and "With All Faults."
1. Warranty Exclusion
CP Pistons/Pankl provides no warranty whatsoever, whether express or implied. This includes, but is not limited to, any implied warranties of merchantability or fitness for a particular purpose.
It is expressly understood, agreed upon, and considered a core condition of doing business that the purchaser assumes all risk regarding the selection, quality, performance, and use of these components. CP Pistons/Pankl provides all buyers with a fill and complete opportunity to inspect and examine all parts, inventory, and services prior to purchase or installation.
2. Limitation of Liability
Under no circumstances shall CP Pistons/Pankl be held liable for any special, incidental, indirect, or consequential damages resulting from the sale, installation, modification, or use of these products.
Excluded Damages for which CP Pistons/Pankl bears no responsibility include, but are not limited to:
- Damage to or loss of other property, engine components, or support equipment.
- Loss of profits, business revenue, or commercial value.
- Costs associated with purchased replacement goods or secondary labor.
- Legal or financial claims made by customers of the primary purchaser.
By retaining and installing these components, the engine builder and end-user explicitly accept these terms in full.

")
