


Hypereutectic Forged-Alternative Piston Set (+0.030" / 92.75mm) | Street Performance
Bring advanced thermal efficiency and enhanced material strength to your high-performance 22R/RE engine build. Positioned perfectly between factory cast components and high-end race-forged alloys, our hypereutectic piston sets provide an engineered solution for builders demanding elevated durability without the premium cost if a fully forged setup. Formulated with a specialized, high-silicon aluminum alloy, these pistons exhibit superior structural rigidity and lower thermal expansion rates compared to stock variants, making them the ultimate choice for mild daily drivers and high-performance street builds.
Kit Includes
- Premium Hypereutectic Cast Aluminum Pistons (High-Silicon Alloy)
- Precision-Ground Wrist Pins
- High-Strength Wrist Pin Wire Locks
- Professional-Grade Piston Ring Set (Selected Option Below)
Key Features & Specifications
- Bore Size: 92.75mm (+0.030" Overbore)
- Metallurgical Composition: Advanced hypereutectic cast alloy featuring a critical silicon saturation ratio to withstand significantly higher combustion chamber temperatures and resist scuffing.
- Application Profiling: Optimized for mild street performance, expanding displacement while providing a substantial safety margin over OEM casting limits under heavy loads.
Piston Ring Configuration Options
Option 1: Stock-Style Piston Ring Sets
- Top Compression Ring: High-durability ductile iron base with a plasma-moly coating for rapid seating and excellent face-wear resistance.
- Second Compression Ring: Conventional cast iron taper-faced profile engineered for secondary combustion sealing and optimized cylinder wall scraping.
- Oil Control Ring Assembly: Three-piece, standard-tension stainless steel expander and rail design to guarantee consistent lubrication control.
Option 2: Total Seal CR Classic Piston Ring Sets
- Development Matrix: Custom-packaged and matched exclusively to LC Engineering specifications by Total Seal.
- Top Compression Ring: Total Seal premium ductile iron, plasma-moly coated conventional top rings built to strict endurance racing tolerances.
- Second Compression Ring: Conventional cast iron scraper profile ensuring optimal oil film management on the downstroke.
- Oil Control Ring Assembly: Three-piece, standard-tension stainless steel assembly engineered for street durability, mild forced induction, or light nitrous applications.
Custom Matching & Installation Notes
- Bore Inspection & Verification: Your cylinder block must be precision bored and honed to exactly 92.75mm to achieve the critical piston-to-wall clearances required for high-performance hypereutectic alloys. Always provide these pistons to your automotive machinist prior to final block honing.
- Ring Configuration Disclaimer: Please note that the included Total Seal CR Classic packages are conventional gapped ring sets; they are not a gapless ring design.
| Note: Images are for illustration purposes only. Images may not represent the product listed. Please contact customer service with any questions or concerns: 1-928-505-2501. |
- 1985-1995 22R 2.4L Engines
- 1985-1995 22RE 2.4L Engines
Compression Ring Gap Fundamentals & Thermal Tolerances
Piston ring end gap clearance is a critical parameter of a successful engine rebuild or re-ring procedure. To guarantee optimal cylinder sealing, minimize combustion blow-by, and protect your engine from terminal damage, strict adherence to both Minimum and Maximum ring gap boundaries is mandatory.
Engineering Parameters
- Minimum Gap Target Formula: Cylinder Diameter (Inches) x 0.0035" = Minimum Target Gap
- Baseline Mathematical Reference (Standard 22R/RE 92 Bore): 92mm divided by 25.4 = 3.622" Base Bore 3.622" x 0.0035" = 0.013" Absolute Minimum End Gap
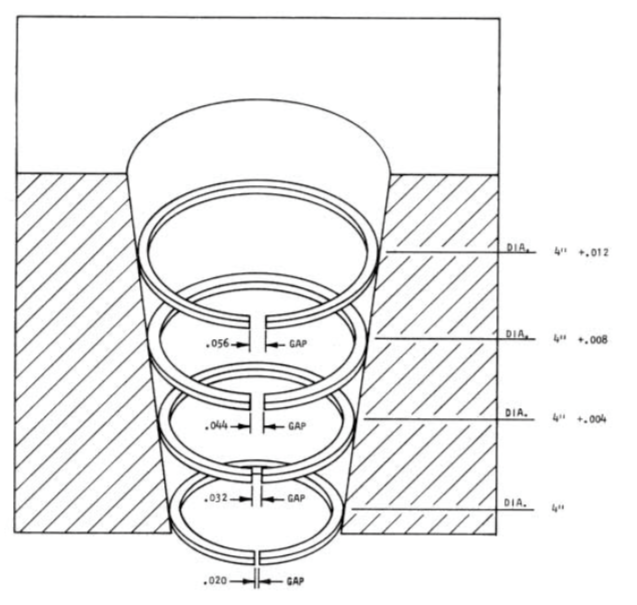
- Bore Expansion Factor: For every 0.001" of cylinder diameter increase over nominal size, the ring end gap automatically expands by approximately 0.003".
Operational Guidelines
- Thermal Expansion Containment: Observing minimum gap tolerances is mandatory to provide a vital expansion corridor. If this clearance is absent, the ring tips will butt together as the engine reaches operating temperature, leading to buckled rings, broken ring lands, and terminal cylinder scoring.
- Performance Degradation: Exceeding maximum gap boundaries directly compromises cylinder pressure. Excessive clearance permits compression blow-by, which results in substantial horsepower loss and poor oil control.
- Manufacturing Precision: Performance ring sets are rigidly inspected by manufacturers using dedicated gauges accurate to within 0.001" of the designated nominal bore size.
Phase 2: Cylinder Wear Evaluation & Gap Measurement Positioning
Determining exact ring clearance requires precise component placement within the engine block. Because cylinder wear is non-uniform, measuring ring gap in the wrong location will yield false data and hide underlying structural issues.
Engineering Parameters
- Maximum Allowable Taper Limit: 0.003" of wear per inch of cylinder diameter.
- Absolute Service Limit: Total cylinder wear must never exceed 0.012" under any circumstances for a standard re-ring procedure.
Operational Guidelines
- Measurement Placement: Piston rings must be pushed down and positioned at the lowest possible portion of the cylinder bore, strictly below the active ring travel area. This specific section of the block remains completely unworn and represents the true base size the ring was manufactured for.
- Wear Diagnosis via End Gap: If you check the ring gap in the upper, worn section of the cylinder travel, any increase in the gap directly correlates to the amount of block wear present. Monitoring these gap changes serves as an accurate indicator of cylinder taper.
Analytical Example (The Impact of Taper)
- Wear Profile: A cylinder with 0.012" of physical taper at the top of the ring travel will automatically widen the ring end gap by an additional 0.036" in that specific area.
- Tolerance Paradox: Because of this wear pattern, a ring can exhibit an expanded end gap of up to 0.081" at the top if the stroke while remaining perfectly within manufacturing specifications at the bottom.
Critical Warning
If cylinder wall wear exceeds the maximum allowance of 0.03" per inch of bore diameter, or passes the 0.012" total limit, a standard re-ring job will fail. The block must be sent to an automotive machinist to be precision re-bored, honed, and fitted with the correct oversize performance pistons and matching ring sets.

")

 -22R/RE/RET (85-95) +.030\"")