
 | 1985-1995 Pickup & 4Runner")
 | 1985-1995 Pickup & 4Runner")
Hypereutectic Street Piston Set with Rings
Upgrade your engine's thermal efficiency and strength without breaking the bank. If you are rebuilding your Toyota 22R or 22RE and want a significant upgrade over stock pistons but don't need the extreme expense of a full forged setup, this hypereutectic piston kit is the ultimate solution.
Engineered with a high-silicon aluminum alloy, these pistons expand less under lload and handle significantly more combustion heat than traditional factory castings. This makes them a perfect match for mild performance street engines, reliable daily drivers, and weekend trail rigs.
Key Features
- Advanced Material Engineering: High-silicon hypereutectic alloy offers superior heat tolerance and structural integrity compared to standard cast pistons.
- Perfect Repair Bore Size: Machined to a +.060" overbore (93.5mm) to clean up and refresh worn, pitted or scored cylinder walls.
- Complete Top-End Package: Includes everything needed for a seamless install: a full set of pistons, wrist pins, locks and premium piston rings.
Premium Ring Set Specifications
The included stock-style replacement piston ring sets are meticulously crafted for consistent cylinder wall sealing and longevity.
- Top Compression Ring: High-strength ductile iron construction with a plasma-moly coating for excellent scuff resistance.
- Second Ring: Conventional cast iron design for precision oil control and secondary scraping.
- Oil Control Rings: 3-piecem standard-tension stainless steel configurations to ensure optimal lubrication management.
- Versatile Performance: Ideal for reliable street use, entry-level racing, or mild forced induction/nitrous builds.
Specifications
- Bore Size: +.060" / 93.5mm (Overbore)
- Piston Material: Hypereutectic High-Silicon Aluminum Alloy
- Ring Material: Plasma-moly ductile iron / Cast iron / Stainless steel
| Note: Images are for illustration purposes only. Images may not represent the product listed. Please contact customer service with any questions or concerns: 1-928-505-2501. |
- 1985-1995 22R 2.4L Engines
- 1985-1995 22RE 2.4L Engines
Engine Tech: Checking Compression Ring Gaps (Street Pistons)
Piston ring gapping is one of the most critical, yet frequently misunderstood, steps of an engine refresh or re-ring job. Adhering strictly to minimum and maximum ring gap specifications is essential to optimize cylinder compression, maintain oil control, and prevent catastrophic engine failure.
1. Minimum Ring Gap Tolerance (Preventing Ring Butting)
Minimum gap tolerances must be enforced to allow for thermal expansion. As the engine reaches operating temperature, the piston rings expand. If the gap is too small, the ring ends will butt together, causing the rings to bind, scuff the cylinder walls, or break the piston lands.
- Standard Formula: A minimum of 0.00035" of gap per inch of cylinder diameter.
- Example (Toyota 22R/RE Standard Bore):
-
92mm - 3.622" (Cylinder Diameter) x 0.0035" = 0.013" Minimum Ring Gap
2. Maximum Ring Gap & Cylinder Wear Limits
Excessive ring gap allows combustion gasses to bypass the piston (blow-by), resulting in lost compression reduced power output, and severe oil contamination.
Automotive piston ring manufacturers rigidly adhere to the Society of Automotive Engineers (SAE) clearance standards, inspecting rings in gauges accurate to 0.0001" at the designated manufacturing diameter.
The Mathematics of Cylinder Wear
For every 0.001" increase in cylinder bore diameter due to wear or taper, the piston ring gap increase exponentially by approximately 0.003".
Critical Re-Ring Limits
To ensure a successful re-ring project without boring the block, the cylinder must not exceed a MAXIMUM of 0.003" of wear per inch of cylinder diameter and must never exceed 0.012" of total wear under any circumstance. If your cylinder wear exceeds these parameters, the block must be re-bored to the next proper oversize piston and ring configuration such as +.060" / 93.5mm pistons.
3. How to Accurately Measure Ring Gap
To properly diagnose cylinder wear and verify your gap clearances, follow this procedure:
- Positioning: Insert the individual piston ring into the cylinder bore.
- Depth: Push the ring down to the lowest part of the cylinder (completely below the ridge and active ring-travel area). This lower section remains unworn and represents the true base diameter the ring was sized for.
- Measurement: Use a precise feeler gauge to measure the gap between the ring ends.
-Note: Checking the ring gap in the upper, worn portion of the cylinder will yield an inflated reading that directly reflects the amount of cylinder taper present rather than the true gap of the ring.
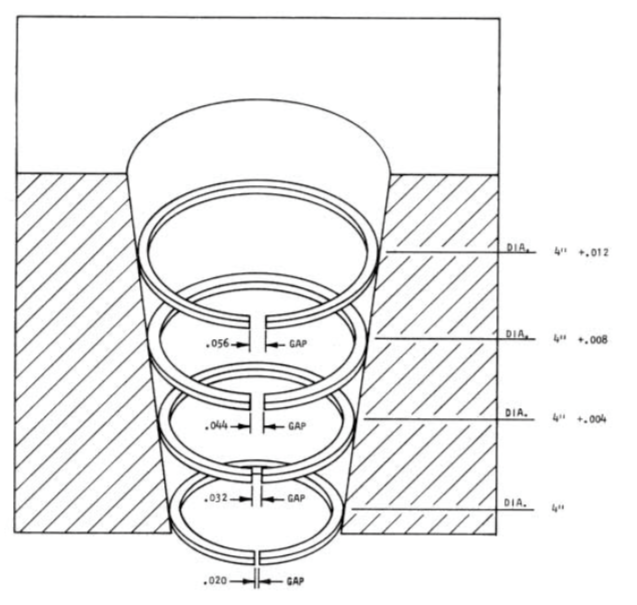
The Effect of Cylinder Taper on Ring Gap
| Cylinder Position | Cylinder Bore Diameter | Resulting Ring Gap | Note / Diagnosis |
| Bottom of Bore (Unworn Area) | 4.000" (Base Size) | 0.025" | Within safe manufacturing tolerance. |
| Top of Bore (Worn Area) | 4.012" (0.012" Taper/Wear) | 0.061" | Gap expanded by 0.036" due to taper. Block requires boring. |

")
